- Termékek
-
 Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
-
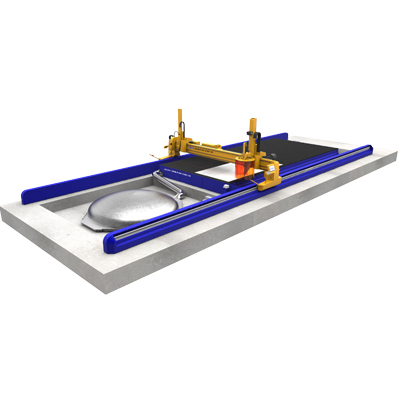
 Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
-
 A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
-
- Terméktámogatás
-
 Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
- - Szerviz
- - Hegesztési kísérlet
- - Biztonságtechnikai felülvizsgálás
- - Betanítás…
-
 Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
- - Internetes távdiagnosztika
- - Berendezés átalakítás
- - Próbavágás…
-
- Tudástár
- Rólunk
-

Csapatunk hivatása kizárólag az, hogy lehetővé tegyük számodra komplex gyártási, fejlesztési folyamatok megvalósítását. Támogatunk Téged a berendezés kiválasztásától kezdve az üzemeltetésen, szerviz ellátáson és alkalmazástechnikai tanácsadáson keresztül a géped élettartamának végéig. Mi vagyunk a...
-
-
-



4 technológia a hegesztőrobot termelékenységének növelésére
Egy hegesztőrobot termelékenysége 3-5-ször nagyobb lehet, mint egy manuális hegesztőé, az állandó minőség mellett. Vannak azonban olyan tényezők, amelyeket figyelembe kell venni a robotizált megoldások használatakor, ellenkező esetben ez a termelékenység drámaian csökkenhet.
A hegesztőrobot egy nagyon precíz gép, de a hegesztendő alkatrészek nagyobb tűréssel rendelkezhetnek, mint ami a megfelelő hegesztéshez szükséges.
A robotos hegesztés minőségének biztosítása akkor lehetséges, ha a hegesztési varratok pozícióhibái a hegesztő huzal átmérőjén belül vannak. Ez azt jelenti, hogy a hegesztendő alkatrészeknek ismétlődniük kell, és az eltéréseknek nagyjából 0,8 mm és 1,6 mm között kell lenniük.
Ezek a tények gyakran sok kérdést vetnek fel az ipari világban:
– Kis szériás vagy akár egyedi gyártású, nagy eltéréssel rendelkező termékünk van, hogyan kezeljük ezt a robotikában? Hogyan lehet egyszerűsíteni a programozást és a beállításokat?
– Termékeink nagy gyártási eltérésekkel rendelkeznek. Megoldható a robotizált gyártás?
– Kézi gyártáshoz készített előgyármánynál szeretnénk áttérni a robotos hegesztésre. Hogyan kerülhetjük el a program módosításokat és az állandó korrekciókat?
– Hogyan kezeljük a hegesztés hőhatásából adódó vetemedést az alkatrészeinken?
Számos technológiát fejlesztettek már ki a hegesztési folyamat optimalizálására, a gyártási ciklusidő csökkentésére és a hegesztés minőségének folyamatos biztosítására. Ebben a cikkben négy ilyen technológiáról beszélünk:
Wire Sensing/Huzalos varratkeresés (helyzetmeghatározó és korrekciós érzékelők)
Laser Sensing/Lézeres varratkeresés (helyzetmeghatározó és korrekciós érzékelők)
Tast solution/Lengetéses varratkövetés (varratkövetés és korrekció)
3D Laser Sensor/Lézeres varratkövetés (varratkövetés és korrekció)
1. Wire Sensing/Huzalos varratkeresés (helyzetmeghatározó és korrekciós érzékelők)
Ez a technológia a fém alkatrészekkel való érintkezésnél fellépő rövidzárral ellenőrzi a pozíciót, és automatikusan korrigálja az esetleges pozícionálási hibákat. Így a robot pályája teljesen a hegesztendő alkatrészhez vagy elemhez igazodik, biztosítva a hegesztés minőségét.
A Wire Sensing technológia 3 tengelyen (X, Y, Z) ellenőrzi az esetleges pozícióhibákat, illetve az ezekből kiadódó rotációs hibákat. Az érzékelés után a program alkalmazkodik az alkatrész helyzetéhez, és nincs szükség a hegesztőprogram kézi korrigálására.
Anyag: acél, rozsdamentes acél, Alumínium, (Fronius gépek esetében az oxidréteg mellett is elérhető jó eredmény)
Alkalmazható tartomány: Sarokvarrat, illetve 3 mm-es anyagvastagság felett V, Y, K… varratok esetén is. CMT felszereltségnél a huzal gyors mozgatásával lehetséges átlapolt kötéseket is bemérni.
Pontosság: ± 1 mm;
Előnyök:
– Egyszerű, sokoldalú és nagyon hatékony;
– Közvetlenül a programozási utasításokba beszúrható, a hegesztőgépbe épített érzékelő hardvert használja;
– Nem befolyásolja a pisztoly hozzáférését.
Hátrányok: Az ezekhez a keresésekhez szükséges idő, keresésenként akár 3-5 másodperc is lehet.
- Laser Sensing/Lézeres varratkeresés (helyzetmeghatározó és korrekciós érzékelők)
Nagyméretű vagy sok illesztést igénylő alkatrészek esetén a huzalos varratkeresés technológia (1.) nem feltétlenül ideális megoldás, mivel jelentősen megnövelheti a gyártási ciklusidőt. A Lézeres varratkeresés alkalmazásával az alkatrész bemérése lézeres mutató segítségével történik, ami jelentősen csökkenti az alkatrész keresési idejét és javítja a pontosságot.
Anyag: acél, rozsdamentes acél, alumínium (más anyagok is lehetségesek)
Alkalmazható tartomány: Sarokvarrat, Külső élvarrat, V,Y,K varrat. Nem ajánlott tükrös felületekhez, illetve nem használható él előkészítés nélküli tompa varratokhoz.
Pontosság: ± 0,5 mm;
Előnyök: Gyors és megbízható illesztésérzékelés, csökkenti a ciklusidőt a huzalos varratkereséshez képest.
Hátrányok: A külső, a pisztoly közelében lévő érzékelő rögzítése miatt befolyásolhatja egyes alkatrészek hozzáférhetőségét.
3. TAST solution/Lengetéses varratkövetés (varratkövetés és korrekció)
A vastagabb alkatrészeknél előfordulhat, hogy a vetemedés vagy a pontatlan rögzítés miatt szabálytalan hegesztési illesztések keletkeznek. Az ilyen típusú alkatrészek hegesztési minőségének fenntartása érdekében a TAST (Through Arc Seam Tracking) technológia beépítése ajánlott a rendszerbe. Ez a technológia lengetés révén érzékeli a hegesztési pálya pontatlanságait, elküldi az információt a robotnak, és az valós időben korrigálja a paramétereit.
Anyag: acél, rozsdamentes acél
Alkalmazható tartomány: Sarokvarrat, V varrat, amikor a lengetés megengedett
Pontosság: ± 1 mm;
Előnyök:
– Ideális közepes és vastag lemezek valamint acél és rozsdamentes acél alkalmazásokhoz;
– Nincs szükség extra hardverre;
– A beállítások és kezelőfelület egy speciális, felhasználóbarát menüben található;
– Felhasználóbarát funkció;
– Automatikus használat OffLine programozással.
Hátrányok: A hegesztéshez lengetés szükséges.
- 3D Laser Sensor/Lézeres varratkövetés (varratkövetés és korrekció)
Az előző opcióhoz hasonlóan a 3D lézer szenzorok is észlelik a hegesztési útvonal hibáit, és valós időben korrigálják azokat, azonban ez a technológia nem igényel lengetést a kantúrok észleléséhez, ezáltal csökken a gyártási ciklusidő.
Anyag: Acél, rozsdamentes acél, alumínium (más anyagok is lehetségesek);
Alkalmazható tartomány: Sarokvarrat, külső élvarrat és még más éles kontúros varratok. Nem ajánlott tükrözött felületekhez. A követéshez szükséges felületi eltérés +/- 0,3 mm;
Pontosság: ± 0,5 mm;
Előnyök:
– Helyzetmeghatározó és varratkövető eszközként is működhet;
– Teljesen integrált a programozási funkciókba;
– Gyors és megbízható varratkövetés;
– Szerszámváltóval együtt használható érzékelő nélküli munkavégzéshez, pl. szűk helyeken.
Hátrányok: Magas ár.
A lehető legjobb eredmények elérése érdekében nemcsak a technológiák előnyeit, hanem az egyes megoldások konkrét részleteit is figyelembe kell venni. Ezért a Froweld szakemberekből álló csapata rendelkezésére áll , hogy tanácsot adjon és ismertesse a legjobb megoldást az Ön termelékenységének növelése érdekében