- Termékek
-
 Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
-
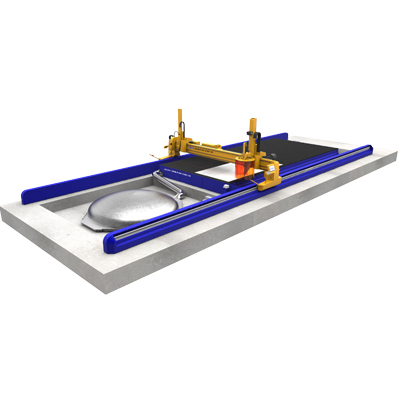
 Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
-
 A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
-
- Terméktámogatás
-
 Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
- - Szerviz
- - Hegesztési kísérlet
- - Biztonságtechnikai felülvizsgálás
- - Betanítás…
-
 Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
- - Internetes távdiagnosztika
- - Berendezés átalakítás
- - Próbavágás…
-
- Tudástár
- Rólunk
-

Csapatunk hivatása kizárólag az, hogy lehetővé tegyük számodra komplex gyártási, fejlesztési folyamatok megvalósítását. Támogatunk Téged a berendezés kiválasztásától kezdve az üzemeltetésen, szerviz ellátáson és alkalmazástechnikai tanácsadáson keresztül a géped élettartamának végéig. Mi vagyunk a...
-
-
-



Alumínium plazmavágása – amit tudnod kell hozzá
Lehet plazmával alumíniumot vágni?

Sok tévhit létezik ezzel a témával kapcsolatban, a lényeg viszont az, hogy a válasz igen, lehet! A mai plazmavágó gépek, különösen a Hypertherm legújabb X-Definition™ rendszerei az egyik legjobb technológia az alumínium vágásához. Bár egyesek úgy gondolják, hogy a lézer a jobb és költséghatékonyabb erre a feladatra, a valóság ennek éppen az ellenkezője. A fém fényvisszaverő tulajdonsága, lágysága és hővezető jellege miatt mind a szilárdtest, mind a CO2 lézerek használata kihívást jelent és drága. Ennek oka az, hogy lézervágásnál sok esetben a vágási sebesség kisebb, a szükséges vágógáz mennyiség viszont nagyobb, emiatt magasabbak az üzemeltetési költségek.
Ebben a cikkben több ehhez hasonló tévhitet vizsgálunk meg, kitérünk az alumínium plazmavágásához alkalmazott gáz kiválasztására, és megvitatunk egy másik, az alumíniummal való munka során gyakran felmerülő akadályt, a víz alatti vágást is.
Milyen vágási minőségre számíthatok az alumínium plazmavágásakor?
Egyesek úgy vélik, hogy az alumíniumot nem jó ötlet plazmával vágni, mivel az olvadáspontja túl alacsony, ami megnehezíti a szép, tiszta vágási él kialakítását. Igaz, hogy az alumínium olvadáspontja alacsonyabb, mint a legtöbb más fémé, de ha a megfelelő gázokat használjuk, és követjük a vágási sebesség táblázatban szereplő paramétereket, akkor nagyon szép éleket kaphatunk, egyaránt a vastag és a vékony alumínium lemezeken is, minimális mennyiségű salakkal az alsó élen.
 Nem számít, milyen anyagot vagy vastagságot vág, a tanácsunk mindig ugyanaz: használjuk a rendszerhez mellékelt használati útmutatóban található beállításokat. Minden útmutató nagyon részletes vágási sebesség táblázatokat tartalmaz, többek között alumínium alapanyagra is. Mindig az ezekben a táblázatokban található beállításokkal kezdjük, és ha később szükséges, még mindig végezhetünk kisebb módosításokat.
Nem számít, milyen anyagot vagy vastagságot vág, a tanácsunk mindig ugyanaz: használjuk a rendszerhez mellékelt használati útmutatóban található beállításokat. Minden útmutató nagyon részletes vágási sebesség táblázatokat tartalmaz, többek között alumínium alapanyagra is. Mindig az ezekben a táblázatokban található beállításokkal kezdjük, és ha később szükséges, még mindig végezhetünk kisebb módosításokat.
Lehetséges az alumínium plazmavágása vizes vágóasztalon?
Azok, akik valamilyen szinten ismerik a CNC plazmavágó asztalokat tudják, hogy a füstképződés megakadályozására kétféle lehetőség van, használhatunk száraz (alsó elszívással ellátott), vagy vizes vágóasztalt. E két lehetőség közül sok esetben a vizes vágóasztalokat részesítik előnyben, mivel a víz vágás közben tompítja a hanghatást, felfogja a vágás közben keletkező füstöt és port, az ultraibolya fényt, melyek az alumínium vágása során keletkeznek. Óvatosnak kell azonban lenni, mivel az alumínium és a víz kombinációja robbanásveszélyes lehet. A vágás során apró alumínium részecskék képződnek, mely részecskék a vízbe kerülve lehűlnek, majd lesüllyednek a víztartály aljára, közben pedig felbontják a vizet hidrogénre és oxigénre. A hidrogén nagy része kis buborékok formájában a felszínre emelkedik, majd kipukkan és szétoszlik a levegőben, egy része viszont az asztalban marad, és nem oszlik szét, és ez jelenti a nagyobb problémát. Néhány CNC plazmavágó asztal tervezéséből adódóan úgy lett kialakítva, hogy a vágáskor benne keletkező hidrogénbuborékok beszorulhatnak, és napokig vagy akár hetekig is csak nőnek. Idővel viszonylag nagy hidrogénbuborék alakulhat ki, ami a vágáskor keletkező szikrák miatt robbanáshoz vezethet.
Az ilyen forgatókönyvek elkerülése érdekében olyan cégekkel javasolt együttműködni, amelyeknek van tapasztalatuk a kifejezetten alumínium plazmavágáshoz tervezett vizes asztalok tervezésében, és képesek megakadályozni a hidrogén felhalmozódását.
Soha ne vágjon alumíniumot víz alatt, ha H-35 vagy H-2 gázkeveréket használ!
A cikkben említett egyéb gázok használata esetén azonban vághat víz alatt, feltéve, hogy meg tudja akadályozni a hidrogén felhalmozódását.
Lehet alumíniumot plazmával vágni „vízpajzzsal”?

Ha már a vizes asztaloknál tartunk, foglalkozzunk egy kicsit egy másik, gyakran feltett kérdéssel: használhatok-e vizet védőgázként, amennyiben száraz vágóasztallal rendelkezem? A rövid válasz igen.
Nem feltétlenül van szükség vizes asztalra ahhoz, hogy vizet használjunk védőgázként, mivel ilyen esetben a felhasznált víz mennyisége viszonylag alacsony, és vastagabb anyagok vágásakor többnyire elpárolog. Mivel azonban van rá esély, hogy egy kis nedvesség juthat a vágóasztalba, ezért ilyen esetekben javasoljuk, hogy vágás előtt vegyék fel a kapcsolatot az asztal gyártójával, és ha szükséges ők eltérő típusú elszívó-szűrők használatát javasolhatják, amelyeket az extra nedvesség kezelésére terveztek.
Milyen típusú gázt használjak alumínium vágásakor
A használt gáz típusa az általunk használt plazmavágó berendezés típusától függ. Mielőtt elmagyaráznánk, hogy milyen gázt érdemes használni, kezdjük a plazmavágás során leggyakrabban használt különböző gázok gyors áttekintésével.
Plazmavágó gáztípusok bemutatása
Valójában két gázra van szükség: egy plazmagázra – a gáz, amelyből a rendszer a plazmaívet képezi, ami a vágást végzi – és egy védő – vagy másodlagos gázra. A védőgáz az a gáz, amely a vágófejben a kopóalkatrészek körül örvénylik, hogy megakadályozza azok túlmelegedését. A ma használatos legnépszerűbb plazmagázok a következők:
- sűrített levegő
- nitrogén
- oxigén
- H-35 (35% hidrogén és 65% argon keveréke)
- F5 (5% hidrogén és 95% nitrogén keveréke)
Ezenkívül a Hypertherm X-Definition™ rendszerei, az XPR170 és az XPR300 képesek a H-2 nevű gázkeveréket is használni, ami hidrogén, argon és nitrogén kombinációja, amelyeket a vágandó vastagságtól és a kívánt vágási minőségtől függően különböző arányban kevernek.
Védőgázként használhatunk levegőt, nitrogént, a fentiekben nem említett két további gázt, vizet, vagy szén-dioxidot.
Gázválasztás alumínium sűrített levegős plazmavágásakor
Ha sűrített levegős plazmavágóval rendelkezünk, mint például a Powermax® gépek, akkor levegőt kell használnunk plazmagázként és védőgázként is. A levegő nagyon sokoldalú plazmagáz, jó vágási minőséget biztosít alumíniumon, és ez a legolcsóbb megoldás, mivel nem kell külön gázpalackokat vásárolnunk. A levegő egyetlen hátránya, hogy a vágott felület oxidálódhat, így a hegesztési varratok porózusak lehetnek. Egyrészt emiatt, másrészt a vágott felület érdessége miatt a sűrített levegős plazmavágott felület utómunkát igényelhet.
Gáz kiválasztás többgázos rendszerek használatakor
A High-definition vagy X-Definition plazmarendszereken a vágáshoz használhatunk levegőt is, de ehelyett inkább javasolt nitrogént, mint plazmagázt, és nitrogént vagy vizet, mint védőgázt használni. A gáz kiválasztása négy dologtól függ: a vágni kívánt lemezvastagságától, a kívánt vágási minőségtől, a vágási sebességtől és az üzemeltetési költségektől.
Mit kell még tudnom az alumínium plazmavágásáról?
Bár a plazmavágás az alumínium vágásának egyik legjobb módja, az alapanyag lágy jellege és alacsonyabb olvadáspontja miatt különbözik a lágyacél és más elektromosan vezető anyagok plazmavágási folyamatától. Íme néhány utolsó gondolat, amit érdemes szem előtt tartanunk:
- Mindig kövessük a vágási sebesség táblázatokat a használati útmutatóban a vágandó alumínium vastagságához. Ez biztosítja, hogy a megfelelő áramerősséggel és a megfelelő sebességgel dolgozzunk.
- Használjuk a fentiekben ismertetett plazma / védőgáz kombinációk egyikét.
- A legegyenletesebb vágásokhoz mozgassuk a vágófejet egy irányba.
- Ügyeljünk a magasságkövetésre, győződjünk meg arról, hogy a vágófej folyamatosan állandó távolságra van a munkadarabtól. A pontos távolságot a kezelési útmutató tartalmazza.
- Ha vizes asztalt akarunk használni, ellenőrizzük le a hivatalos Hypertherm OEM segítségével, hogy az asztalt alumínium vágására tervezték.
minőségét és biztonságos munkakörnyezetet biztosít.