- Termékek
-
 Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
-
 Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
-
 A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
-
- Terméktámogatás
-
 Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
- - Szerviz
- - Hegesztési kísérlet
- - Biztonságtechnikai felülvizsgálás
- - Betanítás…
-
 Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
- - Internetes távdiagnosztika
- - Berendezés átalakítás
- - Próbavágás…
-
- Tudástár
- Rólunk
-

Csapatunk hivatása kizárólag az, hogy lehetővé tegyük számodra komplex gyártási, fejlesztési folyamatok megvalósítását. Támogatunk Téged a berendezés kiválasztásától kezdve az üzemeltetésen, szerviz ellátáson és alkalmazástechnikai tanácsadáson keresztül a géped élettartamának végéig. Mi vagyunk a...
-
-
-



A hegesztési füst megelőzése: mit tehetnek a hegesztők.

A hegesztés egy izgalmas és kihívásokkal teli szakma. A legjobb szakembereket egyfajta hősöknek tekintik, világszerte keresik őket és mindenhol remek fizetéssel jutalmazzák munkájukat. Hegesztési varratok biztosítják autók, biciklik, repülők, hajók és sok minden más biztonságát. Mindezekek ellenére a szakma rossz hírnévvel küzd, és egyre kevesebb fiatal akar elhelyezkedni benne. Miért? A hegesztés során felszabaduló füst káros az egészségre. A múlthoz képest manapság hatásosan lehet védekezni ellene!
Izgalmas és kihívásokkal teli
A fémek hegesztése sokszor nem csak hogy rengeteg tudást igényel hegesztés technológiák és kohászat szintjén, de komoly kihívásokat is jelent a gyakorlatban. Gondoljunk például az alumínium mountain bike-ok vázának hegesztésére. Amikor a biciklisták lesüvítenek a legmeredekebb hegyoldalakon több mint 70km/h-val a Downhill Világbajnokságon, akár 9000 newtonnyi erő terhelheti a vázat. Ha egyetlen hegesztés is megadja magát, gyakran veszélyes esések következnek. Ezért ennyire keresettek az AVI hegesztő szakemberek. Rengeteg tudásuk és tapasztalatuk van arról, hogyan bánjanak a hegesztőpisztollyal. Vagy nézzük meg például az acél szerkezeti elemeket a tehervagonok esetében. Kialakításuktól függően akár 22 tonnányi húzóerővel kell megbirkózniuk. Ilyen esetekben főképp fogyóelektródás hegesztést és annak különböző változatait használják. A munkát gyakran szűk helyeken kell végezni – sokszor függőlegesen felfelé – így a tapasztalat és hegesztőpisztoly pontos vezetése elengedhetetlenek. A hegesztő szakemberek maguk irányíthatják, mennyi füstöt bocsátanak ki.
Az ív optimalizálása
Nem csak az eljárások közötti különbségek és az elszívástechnika számítanak a kibocsátás mennyisége szempontjából. Az eljárás paraméterei rendkívül fontos szerepet játszanak a MIG/MAG védőgázas hegesztés során. A huzal sebessége, az ív hossza és a korrekciós paraméterek mind befolyásolják a hegesztés káros melléktermékeit. Az RWTH Aachen Egyetem Hegesztési és Forrasztási Intézetével (ISF) karöltve közelebbről is megvizsgáltuk a lehetséges paramétereket.
Alacsonyabb kibocsátás impulzus ívvel
Mint azt jól mutatja az utolsó hegesztési füst vizsgálatunk, az impulzus ív cseppátmenete a legelőnyösebb, így ez generálja a legalacsonyabb hegesztési füst mennyiséget az LSC (low spatter control) ívvel és a szabályozatlan (rövidzáras/permetes) ívvel szemben. Egy újabb sor teszt során az Aachen kutatókkal megvizsgáltuk, hogyan hatnak a kibocsátási rátára különböző hegesztőpisztoly pozíciók, huzalsebességek és ívhossz korrekciók. A hegesztést a PMC ívvel és a TPS 500i rendszerrel végeztük.
A választott tényezők

Füst kibocsátás mennyiség tompavarratok hegesztésénél
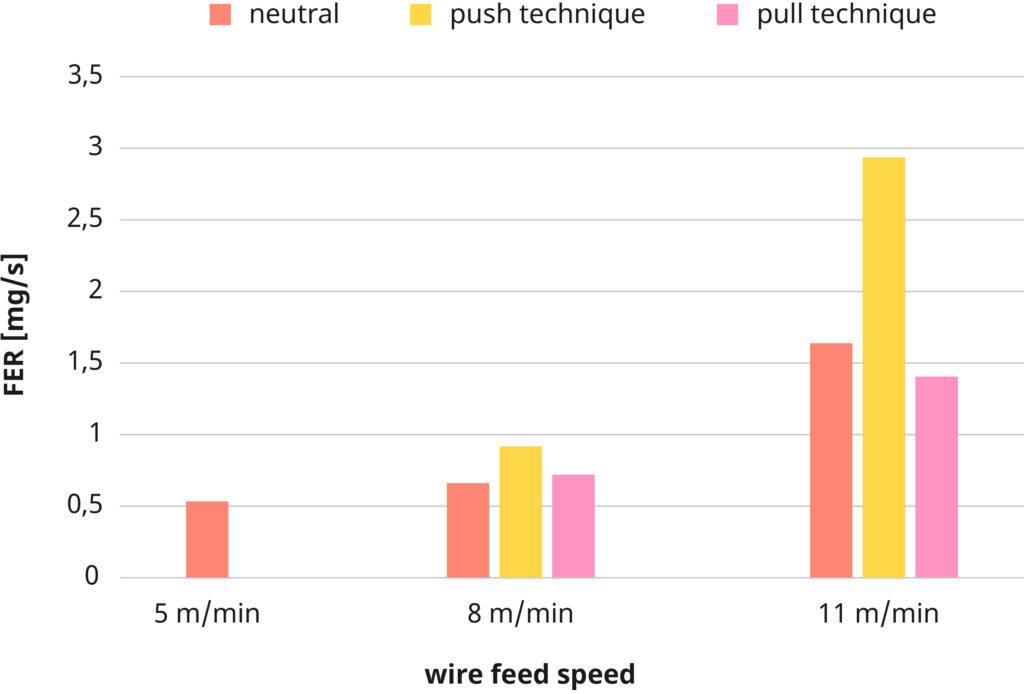
A teszt eredményei szerint a hegesztési füst kibocsátása aránylag alacsony az 5m/perc-es huzalsebesség esetén, semleges hegesztőpisztoly tartással. Érdekes azonban, hogy a gyorsabb, 11 m/perc-es huzalsebesség esetében a kibocsátás alacsonyabb, mint a lassabb, 8m/perc-es sebességnél, melynek esetében a tesztek gyakoribb rövidzárlathoz vezettek. (1-es ábra)
Ha a hegesztő szakember optimalizálja az ívet ívhossz korrekció segítségével (a teszt során semleges hegesztőpisztoly pozíciót alkalmazva), nagy mértékben csökkentheti a hegesztési füst kibocsátásának mértékét minden huzalsebesség esetén. A nem-optimalizált ívvel szemben a hegesztési füst kibocsátásának mértéke kicsivel alacsonyabb. 8 m/perc-nél 0.9 mg/s-es kibocsátás figyelhető meg, míg 11 m/perc-nél 1.1mg/s. (1-es ábra)

1-es ábra, tompavarratok, PMC hegesztési módszer
Látható tehát, hogy a hegesztőknek igen sok lehetőségük van arra, hogy az ív pontos beállításával (rövidzárlatok elkerülésével) a lehető legkisebb mennyiségre csökkentsék a hegesztési füst kibocsátását.
Feszültségek összehasonlítása 5 m/perc-es huzalsebesség esetén
Amint azt a tesztjeink is kimutatták, a hegesztési füst kibocsátásának mennyisége egyenesen arányos a rövidzárlatok mennyiségével. A gyakori rövidzárlatok sokkal magasabb kibocsátáshoz vezetnek. A csapatunk szerint ennek oka a cseppátmenet. A rövidzárlat-szerű jelenségek eljárás beli problémákat okoznak, melyek a fém elgőzöléséhez és fröcsköléshez vezetnek.
Ha a hegesztő szakemberek a minimumra akarják csökkenteni a kibocsátást, olyan eljárási beállítások szükségesek, melyek kiegyensúlyozzák az ív hosszát és a rövidzárlatok számát – azaz az ív se nem túl hosszú se nem túl rövid. Közepes feszültség esetén a rövidzárlatok és a kibocsátás is csökkennek (2-es ábra)

2-es ábra/1: 5m/perces huzalsebesség, a hegesztőpisztoly semleges helyzetben
2-es ábra/2: 5m/perces huzalsebesség, a hegesztőpisztoly semleges helyzetben, optimalizált eljárás +0.4 V ívhossz korrekcióval
A 8 és 11 m/perces eljárások ugyanúgy viselkednek, mint az 5 m/percesek a közepes feszültség, a rövidzárlatok és a füst kibocsátás szempontjából.
Hegesztési füst kibocsátás mennyisége sarokvarratok esetében
Az 5 és 8 m/perces huzalsebességnél végzett impulzushegesztés jóval alacsonyabb kibocsátást biztosít – 0.55mg/s és 0.7mg/s – mint 11 m/perc esetén. Ebben az esetben a kibocsátás elérheti az 1.7 mg/s-t, amely több mint háromszorosa az 5 m/perces sebességeknél megfigyelhetőeknek.
Csakúgy mint a tompavarratok esetében, az 5 és 8 m/perces huzalsebesség esetében tapasztalt alacsonyabb kibocsátást a kevesebb rövidzárlat eredményezi. A húzó hegesztőpisztolyt tartás ebben az esetben is kevesebb kibocsátással jár, mint a toló technika. 11 m/perces huzalsebesség esetében a kibocsátás mennyisége jelentősen csökken (3-as ábra). Még alacsonyabb mint semleges hegesztőpisztoly pozíciókban!
3-as ábra: Sarokvarratok, PMC impulzus eljárás
Összességében a hegesztési füst kibocsátásának mértéke alacsonyabb, mint a tompavarratok esetében. Mindegyik huzalsebesség legalacsonyabb értéke hasonló az optimalizált eljárásokéhoz, (1-es ábra, zöld oszlop) melyekkel a tompavarratokat hegesztettük.
8 m/perces huzalsebesség esetén a hegesztési füst kibocsátásának mértéke a hegesztőpisztoly húzása és tolása esetén nagyon hasonló abszolútérték szempontjából – csakúgy mint a tompavarratok esetében (1-es ábra) Ezzel szemben a toló pisztolytartás esetében a kibocsátás mértéke jelentősen magasabb, nagyjából 2.8 mg/s.
Feszültségek összehasonlítása 11 m/perces huzalsebesség esetében
Az Aachen egyetem csapatával együtt megvizsgáltuk közelebbről a kibocsátás mennyisége és az átlag feszültség közötti kapcsolatot 11m/perces huzalsebesség esetén. Háromszor mért érték esetén 1.36 mg/s a füst kibocsátás minimuma, (ívhossz korrekcióval optimalizálva -1.5V). Ez az a pont, ahol a rövidzárlat jelei elszórva fordulnak csak elő, de az ív nem feleslegesen hosszú. Az eljárás ívhossz korrigálás nélkül több kibocsátást eredményez (1.72 mg/s) a hosszabb ív miatt. A rövidzárlatok gyakorisága megnövekszik az átlag feszültség csökkentésével (-2.5V) és ezzel arányosan növekszik a hegesztési füst kibocsátásának mértéke (1.6 mg/s), lásd a 4-es ábrát.
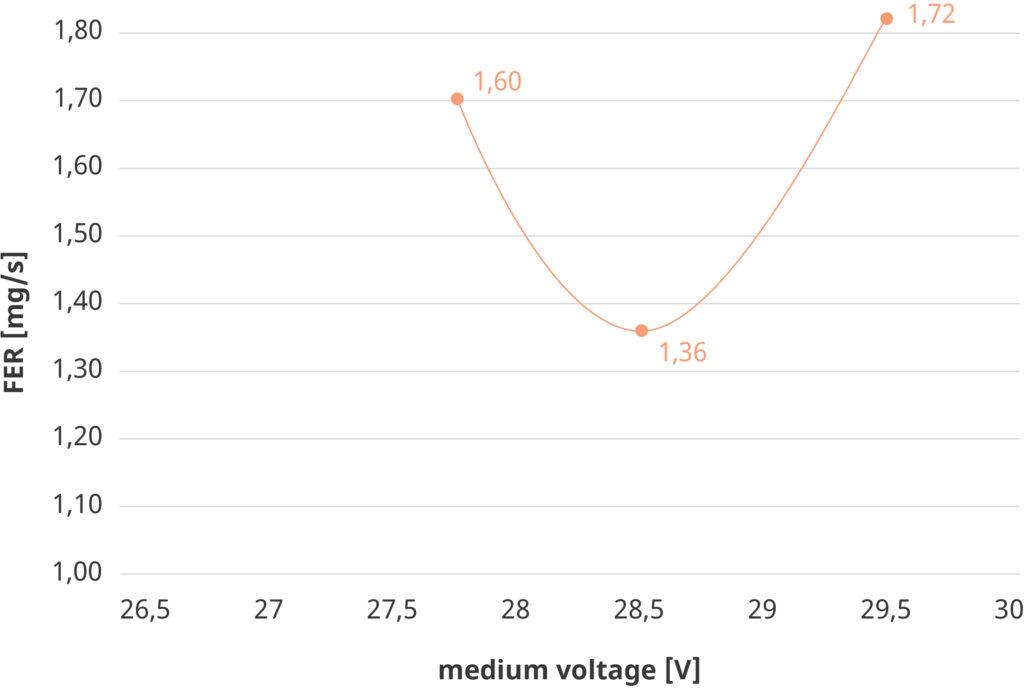
4-es ábra: Hegesztési füst kibocsátás az átlag feszültség arányában
A hegesztők saját kezükbe vehetik az irányítást
A hegesztési füst termelése jelentősen csökkenthető a hegesztési eljárás, huzalsebesség és ívhossz pontos megválasztásával.
Összefoglalva, a füst kibocsátás mennyisége más aspektusokon kívül, mint az anyag milyensége vagy a szennyeződések mennyisége, nagyrészt a lerakódás mértékétől és az eljárás teljesítményétől függ. Egy túl rövid ív gyakoribb rövidzárlatokhoz és így magasabb kibocsátáshoz vezet.
Azonban ha a hegesztési eljárást tökéletesítjük ívhossz korrekció segítségével és hegesztési füst elszívó rendszert használunk, mint pl. az MTW 500i Exento elszívós hegesztőpisztolyt Exento HighVac elszívó berendezéssel, akkor akár a hegesztési füst 99%ától megszabadulhatunk.

MAG hegesztés az MTW 500i füst elszívós hegesztőpisztollyal és HighVac elszívó rendszerrel, valamint a Fronius Vizor Air/3X Connect frisslevegős hegesztőpajzzsal.
Mi több, a friss levegő betáplálással ellátott hegesztőpajzsok elengedhetetlenek ha a füst elkerüléséről van szó. A levegőben maradó hegesztési füst részecskék 99.8%-át kiszűrik. Amennyiben a hegesztő szakemberek minden lehetséges óvintézkedést megtesznek, a hegesztés immár nem csak egy izgalmas de napjainkban igen biztonságos szakma is!