- Termékek
-
 Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
Az általunk forgalmazott Fronius hegesztőgépek piacvezetők mind technológiai újítások mind pedig a megbízhatóság szempontjából. Két évtizedes szakértelmünkkel támogatva olyan megoldásokat kínálunk, amikkel eddig lehetetlennek hitt feladataid is megvalósíthatóvá válnak. Ezt bizonyítja, hogy több mint 3000 állandó partnerünk van. Köztük magánszemélyek és óriásgyárak is egyaránt megtalálhatóak. Legyen szó kézi vagy robotos hegesztésről, automatizálásról, illetve egyedi kihívásokról, nálunk megtalálod a testhezálló megoldást.
-
 Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
Termikus- és vízsugárvágóink világszerte 2500 referenciával rendelkeznek, és Magyarországon is több mint 80 MicroStep és 25 SwiftCut CNC berendezés üzemel. Büszkék vagyunk gépeink technológiai innovációira, úgymint a rotátoros vágófejek, hegesztési varratelőkészítéshez, csővágás és profilvágás, vagy éppen a nagy teljesítményű fúróállomással kombinált vágó berendezések. Asztalaink személyre- illetve feladatra szabottak. Tekintsd meg plazma-, láng-, lézersugár- és vízsugárvágóinkat.
-
 A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
A kézi plazmavágás nagyon versenyképes alternatívája más - mechanikus vágás, lángvágás - darabolási eljárásoknak. Szép vágott felület, gyors vágási sebesség jellemzik. Plazmaforrásainkat az immár 50 éves múltra visszatekintő Hypertherm vállalat gyártja. Készülékeink az otthoni felhasználóktól a nehézfémipari gyártókig terjedően teljesítik az igényket.
-
- Terméktámogatás
-
 Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
Csapatunk tagjai rendszeres ausztriai továbbképzéseken vesznek részt a Froniusnál. Mindemellett pedig két évtized tapasztalata áll mögöttük. Ezekből adódóan széles körben professzionális szolgáltatásokat nyújtunk, úgy mint:
- - Szerviz
- - Hegesztési kísérlet
- - Biztonságtechnikai felülvizsgálás
- - Betanítás…
-
 Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
Piacvezető vágógépeink értékét szakképzett alkalmazástechnikai tanácsadással és rutinos szervizes csapatunkkal növeljük. Tagjaink külföldi képzésben részesültek és a több éves pályafutásuk során szinte az összes technológiai kihívással és akadállyal találkoztak már. Széleskörű vevőtámogatással rendelkezünk, úgy mint:
- - Internetes távdiagnosztika
- - Berendezés átalakítás
- - Próbavágás…
-
- Tudástár
- Rólunk
-

Csapatunk hivatása kizárólag az, hogy lehetővé tegyük számodra komplex gyártási, fejlesztési folyamatok megvalósítását. Támogatunk Téged a berendezés kiválasztásától kezdve az üzemeltetésen, szerviz ellátáson és alkalmazástechnikai tanácsadáson keresztül a géped élettartamának végéig. Mi vagyunk a...
-
-
-



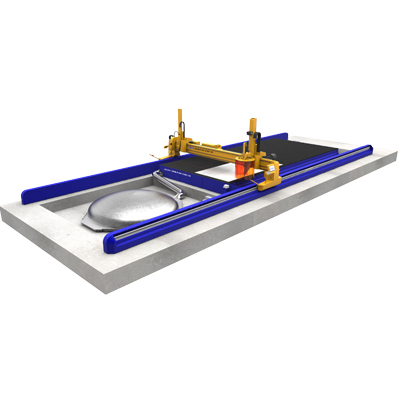
Egy additív gyártással létrehozott nyomástartó edény minősítése (3. rész): Robotikus hegesztési pályatervezés és additív gyártási innovációk
A robot pálya tervezése és szimulálása
A robotikus hegesztés pályáját egy háromdimenziós elágazó cső modell segítségével tervezték meg a Fronius által fejlesztett CAM szoftverben (computer-aided manufacturing).
“A rétegek magasságából, helyzetéből, sebességéből és az anyag konstrukciójának tervezetéből számoltuk ki a feltételezhető additív konstrukciót – a tényleges hegesztési paramétereket. A hegesztési pályát egy robotikus hegesztési cellában vizualizáltuk, melyet a szoftverünkben modelleztünk” tette hozzá Leonhard Reiter a Fronius R&D-től.

Pozíció érzékelés és érzékelő mozgás
Az elemet a Fronius WireSense segítségével szkennelték, hogy elhelyezkedése tökéletes legyen és hogy bármikor korrigálható legyen a gyártási elvárások szempontjából. Ez az innovatív érzékelő technológia a huzalt használja tapogató érzékelőként, így szkennelve a körvonalakat pontról pontra. Ha a kinyújtott huzal hozzáér a felülethez, rövidzárlat következik be, mely egy távolság jelzést indít be és átadja azt a hegesztő robotnak. A rendszer szoftver összehasonlítja az offline betáplált adatokat a WireSense által érzékeltekkel, és szükség szerint korrigálja az additív gyártásra létrehozott hegesztési pályát. A huzal ezután azonnal hátrahúzódik és – míg a robot tovább mozgatja a hegesztő pisztolyt– visszatér a következő állomáshoz, ahol egy újabb rövidzárlat következik be, a gép megkapja a távolság jelzést, ami a hegesztési pályát ismét korrigálja, ha szükséges. Ez a folyamat minimalizálja az alak béli eltéréseket.
Az elem legyártása
Az elágazás és a cső közötti átvezető rész különböző vastagságai különböző amplitúdó oszcillációval jöttek létre. Egyenletes hőkibocsátásra volt szükség, hogy elérjék a kívánt optimális kiszögellés formát varratról varratra és hogy a varratok egyenletesek legyenek. Minden réteg esetében külön specifikus hegesztési módszert alkalmaztak, specifikus paraméterekkel.
Az elem hegesztése során folytonos vízellátást biztosítottak. Az így létrejövő vízmennyiséget megfelelő távolságra Kellett tartani a hegesztés helyétől, hogy fentartható legyen az első varratot követő hőmérséklet mértéke. Ez tette lehetővé a folytonos hegesztést hűtési szünetek nélkül. Az elem lehűtése minimalizálta annak torzulását és növelte a lerakódás sebességét.
“Annak érdekében, hogy megfigyelhessük a rétegek kialakulását, egy, a folyamattal összehangolt kamerát használtunk. Ez lehetővé tette, hogy analizáljuk a folyamatban történő eltéréseket annak végeztével” tette hozzá Reiter a Fronius R&D-től.
A paraméterek és dokumentáció lekövetése
A WeldCube hegesztési adat menedzsment szoftver figyelte meg az AMPS-ben (additív gyártási eljárás szabvány) lefektetett paraméter határokat és figyelmeztetett, amint attól eltértek Az összes paraméter együtt adta meg az additív kialakítás “ujjlenyomatát” és tette lehetővé az analízist a lehetséges eltérések esetén.
Utolsó elem-teszt és a jövő
Az utolsó tesztelést, ideértve a CE jelölésnek megfelelést is, a TÜV SÜD Industrue Service GmbH 0036-os számú bejelentett teste végezte. Ebben az esetben, egy, a jövőben vélhetőleg egységes európai (“harmonized” design) szabvány és alapanyag szerint, valamint egy DC1-es tervezetű elem alapján az eredmény az alább látható táblázatban van összefoglalva:
| Teszt típús | Tesztelési folyamat | A teszt paraméterei |
| Roncsolásmentes tesztek | Anyaghiba tesztetk (RT vagy UH)
Felületi teszt (VT vagy PT) |
Elemenként, a próbadarab releváns területeinek 100% (vagy 20%, megfelelő rácsozat használata estén) |
| Roncsolásos tesztek | Kémiai analízis
Nyújtó tesztek, az erősség és megnyúlás megállapítás érdekében Hajlító tesztek |
1x az additívan gyártott területen
2x a természetes irány ellenében és a hybrid részen is 2x a természetes irány ellenében és a hybrid részen is |
| Utolsó teszt | Víznyomás teszt
Felszakítási teszt(opcionális) |
|
“Ezekkel a tesztekkel egyetemben metallográfiai analízist végeztünk, különös tekintettel azon területekre, ahol hiányosságokat észleltünk. Szintén figyelmet kaptak a megszokott eljárással gyártott anyagok és az additívan hegesztett lerakódott rétegek átmeneti területei, a hibrid területek. A metallográfiai analízis fő célja a paraméterek megfigyelése és a mechanikai, technikai és rocsolásmentes tesztelés közben összegyűjtött adatok ellenőrzése volt. Az analízis során mintákat vettünk, hogy megállapítsuk, mennyire hibás vagy hibátlan az alapanyag és az alkalmazott gyártási folyamat” magyarázta meg Boche.
Most, hogy az Európai Nyomástartó Berendezések Irányelve 2014/68/EU G moduljának megfelelő vizsgálat befejeződött egy additívan gyártott nyomástartó edény “kvalifikációs modelljével”, mely a CE minősítést is megkapta az EU-s előírásoknak megfelelően, a Német Sztenderdizációs Intézet a nyomástartó edényekért létrejött közös munkacsoportja, melyet a Linde Engineering, a TÜV SÜD Industrie Service GmbH, a MIGAL.CO és a Fronius reprezentál arra készül, hogy növelje az additív gyártás elfogadását általában.
“Mindezt összefoglalva kijelenthetjük, hogy a több évtizednyi tapasztalat az ív alapú hegesztési eljárások – olyan stabil és innovatív folyamatokkal egyetemben, mint a Fronius CMT Addtivie Pro – meggyőző bizonyítékokat nyújtanak arra, hogy megnöveljük a 3D-s fém nyomtatás használatát. Ez versenyelőnyt jelent, különösképp a velejáró más előnyökkel, mint a topológiai optimalizálás, a “just-in-time” gyártás és a beszállítóktól való függetlenedés” foglalja össze Schörghuber.
A modell kvalifikációról részletes információ ebben a rövid dokumentumfilmben található.